 English
English 简体中文
简体中文










关于Tokyo 2300 +大磁铁的描述
重要参数和设备信息
| Tokyo 2300 |  | ||
简介 | 适用于: 金属加工车间 造船厂和海上工业 | 处理: DC TIG(GTAW) AC TIG(GTAW) | 输入功率:230伏,单相 电流:5-200A 额定功率@ 40℃(104°F) : TIG:200A @ 18V @ 60%利用率 MMA:200A @ 28V @ 60%利用率 重量:10.9kg |
用于TIG和焊接
| 紧凑型设计中的高性能。 |
| Tokyo 2300 是一款小巧但坚固的高性能DC TIG和棒焊机,专为合金制造,工艺管道或关键维护工作而设计。 精确和精致的HF点火和必要的控制,功率和性能,能够可靠地完成各种专业焊接任务。 该机器重量为10.9kg,可自动连接至115V或230V(PFC)服务,并具有简单的割炬连接,可实现从TIG到棒焊的快速转换。 |
特殊功能
| 精密弧性能: | |
| ♦脉冲控制: |  |
| ♦内置脉冲功能有助于最大限度地减少热量对薄材料的影响,并提供更快速的冷冻焊接熔池,用于弯曲表面(如管道)的向上焊接。TIG脉冲发生器还有助于适度的填充金属分离,以实现一致的滴灌负载。 | |
| ♦高频TIG开始: | |
| ♦便于在不同的条件下,利用电弧的产生。通过最大限度地减少焊缝中钨夹杂物产生焊缝污染的可能性来提高质量。 | |
| ♦强大的功率源,最大输出电流:200A @ 60%。 | |
| ♦操作简单,功能齐全:使用设备进行直流脉冲TIG焊接的所有必要设置均可通过控制面板(HF或触点点火)进行。 | |
| 专业特色: |
| ♦非常适合外部操作:Tokyo2300轻质且可调节的肩带可在外部工作区域进行焊接。程序存储器具有9个独立的程序存储器,可维护/保存您的首选参数。 |
| 卓越的品质: |
| ♦ 采用最新电力电子技术新开发,提高可靠性。 |
| ♦ CE认证。 |
| ♦ 零件保修2年,变压器保修5年 |
技术规格
| 描述 | Tokyo 2300 |
| 重量 | 6.5kg |
| 电源尺寸 | H320mm x W160mm x D380mm |
| 冷却 | 风扇冷却 |
| 焊机类型 | 逆变电源 |
| 欧洲标准 | EN 60974 - 1 / IEC 60974 - 1 |
| 阶段数 | 1 |
| 额定电源电压 | 230 v + / - 15% |
| 标准电源频率 | 50/60Hz |
| 焊接电流范围(Stick模式) | 10 - 170A |
| 焊接电流范围(TIG模式) | 10 - 200A |
| 有效的输入电流/Stick/ TIG | 26.8A |
| 最大输入电流/Stick/ TIG | 30.97A |
| 单相发电机的要求 | 15KVA |
| (MMA)焊接功率,40℃, 10分钟。 | 170A @ 30%,26.8V / 93A @ 100%,23.7V |
| TIG焊(GTAW)性能,40℃, 10分钟。 | 200A @ 40%,18V / 126A @ 100%,15V |
| 开路电压 | 74.0V DC |
| 防护等级 | IP23 |
| 控制面板视图 |

| 面板参数值 | |
| 1. 开机显示/错误显示 2. 过程选择按钮 3. 触发模式控制按钮 4. 脉冲按钮 | 7. 阴性对照/模型正控制选择键 8. 数字电流表/参数 9. 热启动/电弧校正/反杆 10. “工作”和“存储”按钮 |
| 控制面板视图(续) | ||
 | ||
| 序号 | 代表 | 说明 |
| 1 | 前气时间 | 绝对设定范围0.1s至20s(0.1S递增) |
| 2 | 初始电流 | 主流量设定范围5A至200A |
| 3 | 上行斜率 | 设定范围:0.1S-10S(0.1S递增) |
| 4 | 峰值电流 | 设定范围5 -200A(DC TIG模式),5-200A(STICK模式) |
| 5 | 基极电流 | 设定范围5-200A(DC TIG模式) |
| 6 | 脉冲宽度 | 设置范围10%-90% |
| 7 | 脉冲频率 | 设定范围1Hz-200 Hz |
| 8 | 下行斜率 | 设置范围0.1 -10s |
| 9 | 暂停 | 设置范围5 - 200A |
| 10 | 后气时间 | 设定范围1-20s |
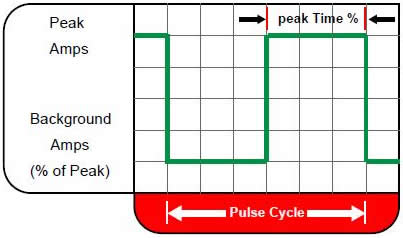
| DC TIG-脉冲 | |
♦ 高速DC TIG脉冲控制 ♦ 每秒PPS脉冲(Hz):DC = 0.1 - 5000 PPS ♦ %ON-%峰值时间:5-95%(控制每个脉冲周期在PEAK电流水平下的时间量) ♦ 背景放大器:5-99%(将低安培数设置为峰值放大器的百分比。) | |
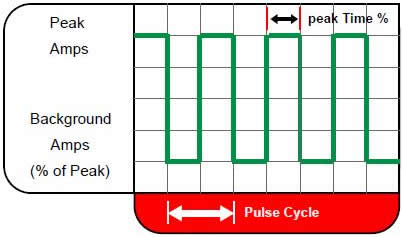
| 传统脉冲 TIG | 高速脉冲 TIG |
|
|
| 通常为1至10PPS。在焊接熔池上提供加热和冷却效果,并通过降低平均电流来减少失真。这种加热和冷却效果还在焊缝中产生明显的波纹。脉率和车速之间的关系决定了波之间的距离。慢速脉动也可以通过添加额外的金属来协调,并增加焊接熔池的整体控制。 | 在超过40PPS时,脉冲TIG比可见光更容易听到,导致桨叶运动增加,从而获得更好的焊接微观结构。通过高速脉冲焊接电流 - 在高峰值和低背景电流之间 - 电弧也可以变窄和聚焦。这导致最大的电弧稳定性,增加的穿透深度和增加的行进速度(通常范围:100-500PPS)。 高速脉冲的电弧锐化效应正在扩展到新的尺寸。以5,000PPS脉冲的能力进一步增加了极端电弧稳定性和浓缩潜力。 |
| 热启动 | |
| 热启动功能可靠地点燃电极并完美融化,即使在接缝开始时也能确保最佳质量。该解决方案消除了焊接和焊接缺陷,显着降低了焊接增益。 在此处设置热启动电流和时间。 | 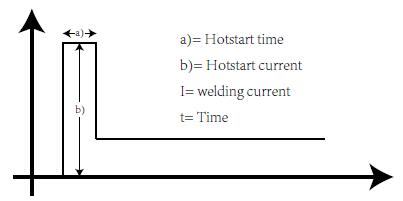 |
| 电弧校正 (焊接属性) | |
| 在焊接过程中,电弧可防止粘附在电极上的电流增加。这有利于在低电流水平下焊接大液滴熔体电极,尤其是在短电弧的情况下。 | 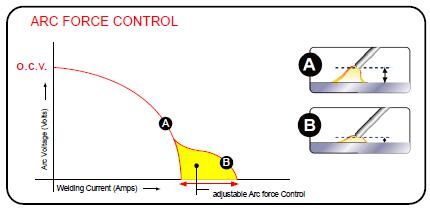 |
| 2T/4T |
| 触发模式控制用于在2T / 4T之间切换 |
| 2T正常模式:在此模式下,必须按住割炬触发器才能激活焊接输出。按住手电筒按钮激活电源(焊接)。松开割炬按钮以停止焊接。 |
|
| 4T闩锁模式:此焊接模式主要用于长时间焊接,以减少操作员疲劳。在此模式下,操作员可以按下并释放割炬按钮,输出仍然有效。要禁用电源,请再次按下并释放扳机开关,以便操作员不再需要握住割炬触发器。 |
|


配件
| 标准配件 | ||
|
|
|
| TIG割炬:WP-26 气体连接:M16 电缆长度4m 5针控制耦合器 | 电极支架,带3M / 200A电缆 | 接地端子,电缆3m |



| 可选配件 | ||||
|
|
|
|
|
| 氩气调节器 | 水冷单位:wc-100 工作电压:230V 50/60Hz 额定功率:260W 制冷功率:1.5KW(1L / MIN) 水箱容积:6.5L | TIG焊炬:DGT 26 冷却方式:风冷 强度:DC 200A AC 125A 利用率:35% 电极尺寸:1.0-4.0 | 推车 | 脚踏板 推车 5针连接器 |




| 总重量: | 12.90 Kg |
| 产品重量: | 7.80 Kg |
| 输出电流TIG | 10-200 A |
| 输出电流MMA / ARC / STICK | 10-200 A |
| 工作周期TIG | 200A时为60% |
| 占空比MMA / ARC / STICK | 200A时为60% |
| 开路电压 | 56 V |
| 保护等级 | IP21S |
| 隔离类 | ˚F |
| 输入电压 | 230VAC(+ -15%)/ 1~ |
| 输入频率 | 50/60HZ |
| 保险丝分钟 | 16 A. |
| 最大输入电流 | 26 A |
| 最大输入功率 | 6.1KVA |
| 建议发电机功率 | > 7 kVA / 1~ |
| 重量 | |
| 尺寸L x W x H mm无手柄 | |
| 尺寸L x宽x高mm带手柄 | |
| 插头 | SchuKo型CEE 7/7 |
| 规范 | IEC 60 974-1; CE; S-注册 |
| ♦ DC TIG焊机 - 焊接,例如钢和不锈钢 |
| ♦ TIG焊机,200 A |
| ♦ ARC FORCE - 用于各个位置的焊接。 |
| ♦ 反粘贴 |
| ♦ 热启动 |
| ♦ MMA / ARC / STICK焊机,200 A |
| ♦ 2T / 4T模式 |
| ♦ 可通过脚踏板进行电流调节(不在供货范围内) |
| ♦ TIG高频(HF)点火(氩弧焊无需接触) |
| ♦ TIG PULSE - 更好的焊接。 |
| ♦ 在所有位置焊接。 |
| ♦ 过热控制(OC) |
| ♦ 高负荷循环 |
| ♦ 可能是16 A的230 V电压。 |
| TIG配件 | TIG焊枪“SR-17”4.5米 |
| 其他 | 气体组织连接管:3m 接地电缆:3m 电极支架:3m |


